|
|
|
|
|


Ich bin online Chat Jetzt
Bescheinigung

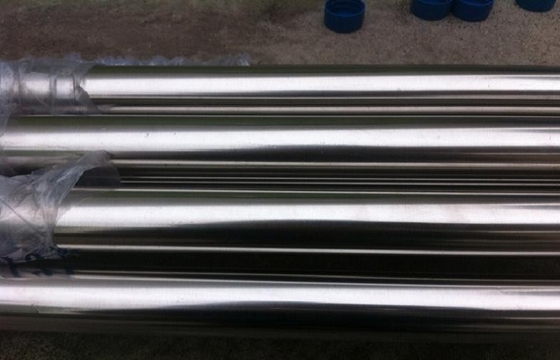
Grad-Edelstahl-Schlauchhochglanzpolitur DIN17006 X5CrNi18-10 Nahrungsmittel
|
Produktdetails:
Zahlung und Versand AGB:
|



Ausführliche Produkt-Beschreibung
| Technology: | Warm gewalzt, kaltbezogen | LÄRM-Materialien: | 1,4301, 1,4306 usw. |
|---|---|---|---|
| Hervorheben: | sanitäre Edelstahl-Rohre,Nahrungsmittelgrad-Edelstahl-Rohr |
||
Grad-Edelstahl-Schlauchhochglanzpolitur DIN17006 X5CrNi18-10 Nahrungsmittel
Schnelles Detail:
- Produkt-Name: Edelstahl-Rohr DIN17006 X5CrNi18-10 nahtloses Nahrungsmittel, Hochglanzpolitur
- Außendurchmesser: 8mm-101.6mm
- Stärke: 0.3mm-2.0mm
- Form: Rundes Rohr, Vierkantrohr, Rectanguar-Rohr
- Delivey-Zustand: Kaltbezogen, warm gewalzt
- Art: Nahtlos u. geschweißt
Beschreibung:
- Produkt-Einzelteil-Nr.: Stahl 0011foodtube-Cosco
- Verpacken: Holzkiste
- Prozessmethode: Kaltbezogen/warm gewalzt
- Oberflächenende: , Hochglanzpolitur in Essig einlegen, tempernd, Handbuch-Politur und mechanische Politur
- Markierung: Registriertes Logo, Hitze-Nr., Grad, Standard
- H.S-Code: 7304,4190
Anwendungen:
Wir, nahtloses und geschweißtes Nahrungsmittelstahlrohr dieser Art sind- in den Arten von Industrien weit verbreitet:
1) Erdöl, chemisches Unternehmen, Superheizung des Kessels, Wärmetauscher
2) Getriebeflüssigkeitsrohr der hohen Temperatur beständiges im Kraftwerk
3) Schiff mit Druckrohr
4) Das Auspuffreinigungsgerät
5) Bau und Verzierung
Herstellungsverfahren des Edelstahl-Rohres:
Der Prozess beginnt mit der Bildung des geschweißten Mutterrohrs auf der Rohrmühle von importierten und geprüften Hauptqualitätsedelstahlstreifen. Die späteste Elektroden-Schweißenstechnik TIG multi wird für überlegene Schweißungsqualität und Fusion 100% eingesetzt, wenn das Argon bereinigt, keine addierte Füllung.
Diese Mutterrohre sind die Lösung, die bei D. 1100 DC 1060 im Durchlaufglühenglühofen getempert wird, der vom unmittelbaren Löschen gefolgt wird, zum des Chromkarbidniederschlags zu verhindern.
Ausglühen der Mutterknolle stellt sicher:
A) Abbau des Druckes verursacht während der Rohrformung und der kalten Zeichnung:
B) Genügende Duktilität und Weichheit für kalte Zeichnung:
C) Umwandlung der Schweißungszone zur Austenitnatur,
D) Rekristallisation von metallischen Körnern zur Ausgangsmaske und Korrosionsbeständigkeit dadurch zu verbessern.
Während des Ausglühens werden Skalen auf der Oberfläche der Rohre gebildet. Um diese zu entfernen, werden die Rohre in Essig eingelegt indem man in die heiße in Essig einlegende Lösung untertaucht, die von der Salpetersäure, von der Schwefelsäure und von der Fluorwasserstoffsäure gemacht wird.
Die Rohre werden dann mit richtigem Schmiermittel beschichtet und dann kaltbezogen über a zeichnete Bank:
1) Zu sich die metallurgische Struktur unterscheiden und die Eigenschaften zum Grundwerkstoff wieder herstellen:
2) Zu ein Rohr erzielen, das genauere Maßtoleranzen hat:
3) Zu ein Rohr erzielen, das genauere Maßtoleranzen hat:
4) Zu Schläuche der kleinerer und Wandstärke produzieren.
5) Zu das Korngefüge des Schweißungsteils mit der des Grundwerkstoffs neuorientieren und
6) Um zu entfernen/setzen Sie die interne Perle herab.
Zeichnung wird vom folgenden Ausglühen und vom In Essig einlegen, um die Eigenschaften des gesamten Rohrs zu dem des Grundwerkstoffs wieder herzustellen gefolgt. Die Rohre passiated dann, um Extrakorrosionsbeständigkeit zuzuteilen. Danach wird jedes Rohr elektrisch mit materiellem Grad, Größe und Herstellungsstandard markiert.
Technische Anmerkungen:
Chemische Zusammensetzung u. mechanisches Eigentum
| Material | 201 | 202 | 304 | 316 | 430 |
C | ≤0.15 | ≤0.15 | ≤0.08 | ≤0.08 | ≤0.12 | |
Si | ≤1.00 | ≤1.00 | ≤1.00 | ≤1.00 | ≤1.00 | |
Mangan | 5.5-7.5 | 7.5-10 | ≤2.00 | ≤2.00 | ≤1.00 | |
P | ≤0.06 | ≤0.06 | ≤0.045 | ≤0.045 | ≤0.040 | |
S | ≤0.03 | ≤0.03 | ≤0.030 | ≤0.030 | ≤0.030 | |
Cr | 16-18 | 17-19 | 18-20 | 16-18 | 16-18 | |
N | 3.5-5.5 | 4-6 | 8-10.5 | 10-14 |
| |
MO |
|
|
| 2.0-3.0 |
| |
| Materielles Einzelteil | 201 | 202 | 304 | 316 | |
Dehnfestigkeit (Wartungstafel A) | ≥535 | ≥520 | ≥520 | ≥520 | ||
Streckgrenze (Wartungstafel A) | ≥245 | ≥205 | ≥205 | ≥205 | ||
Erweiterung | ≥30% | ≥30% | ≥35% | ≥35% | ||
Härte (HV) | <253> | <253> | <200> | <200> | ||
Unser Vorteil
- Helles Ausglühen
- Strenge Toleranzsteuerung
- Gute Qualitätskontrollsystem
- Gut Kundendienste
- Gutes Paket
Kontaktdaten
China Alloys Products Directory
Senden Sie Ihre Anfrage direkt an uns
Mehr Nahtloser Edelstahl-Schläuche
-
Großer Durchmesser-Edelstahl-nahtloses Rohr-nahtloses Edelstahl-Rohr
-
nahtloses Rohr des Edelstahls 200 und 300
-
haarartiger nahtloser Schläuche des Edelstahl-ss304 mit GB-Standard
-
Edelstahl-Schlauchgröße 9.53mm x ASTM A213 nahtlose SWG 22 1,4404/1,4401/1,4407
-
Nahtloses Rohr ASTM A312 A269 des Edelstahl-TP304/304L
-
Wärmetauscher 10mm nahtloses Rohr 310S 409 Edelstahl-00cr17ni14mo2 430 420